
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
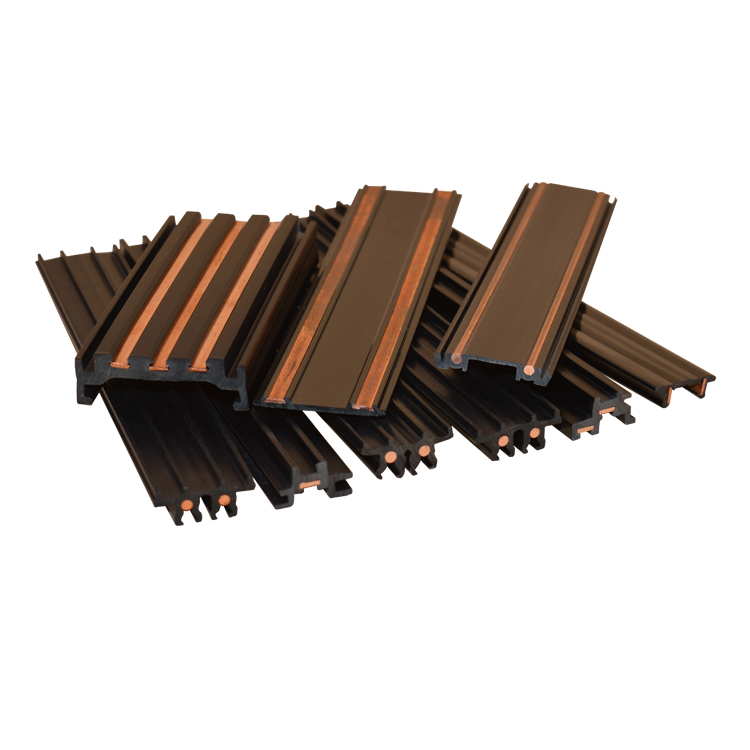
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
当用户使用时,他们首先希望有一个良好的性能与价格比。所谓的性价比也有很多方面,首先是产品的价格。当这个产品的价格被降低到一定程度时,它自然是一个性能与价格的比率。但价格并不是其表现与价格之比的全部。市场上也有一些产品,虽然价格降低了,但在使用上没有什么优势,所以在这种情况下,用户很难有更好的满意度,这就是用户应该注意的问题。当然,在市场上有一些使用时,虽然价格很高,但在使用上不仅性能更好,而且生活也有很大的改善。产品的性能价格比自然受其寿命的影响,所以当用户使用该产品时,其性能与价格的比率也将与这方面有很大关系。当使用该产品时,它也具有环境的恶性性质,如果它不具有更好的环境适应性,它也是性能与价格比的下降。
塑胶型材挤出制品生产的一般过程如下: 配方设计购料-→主辅料配混(混料机)购料-→挤出加工(挤出机)连续 -→ 冷却定型(模具、定型台)连续 →牵引计长、切割(牵引切割机)连续 -→ 翻料检验、入库贮运-→组装、焊接等(组装、焊接等设备)检验-→ 贮运 最终用户制品在以上生产工艺过程中,生产工艺只包括配方设计、主辅料的配混、挤出加工、冷却定型、牵引计长切割及贴膜打印与翻料过程。挤出生产的最终还需组装 、加工、焊接等若干专用工序处理才能作为门窗等最终制品进行应用。因而从异型材的应用 角度而言,塑胶型材挤出的生产类似于木制品的半成品材料生产(伐木后对木材的锯解保 存处理)。从以上异型材生产工艺的一般要求同样也说明了对异型材生产装备的功能要求和 技术路线,即在配方设计(反复实验)和物料配混工序完成后,异型材挤出装备必须连续和全 自动的完成上料、塑化、排气、挤出、成型、冷却定型、牵引、计长切割、堆料的全过程。 而要连续高效的完成每一步工序并最终生产出合乎标准的异型材,其中涉及的技术关联程度 是相当高的,装备技术与加工对象具体工艺要求的科学匹配往往成为目前挤出技术工作中最 具体实践意义的工作。与切削加工无机金属材料的机床不同,作为对有机高分子聚合物(塑 料异型材)成型加工的异型材装备,其异型材的性能特性和成型精度不仅与装备精度有关, 更与加工对象的物性和加工的各种历程(热历程、流变历程、相变历程等)及其匹配程度有关。因此,从装备技术的创新发展和异型材生产工艺的更深入研究两方面的提高将推动异型材 挤出技术向更高层次飞跃。
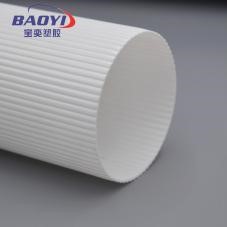
具有很好的产品优点,主要是由于其产品材质优点比较特出,所以被广泛应用于各类家装商用照明灯饰配件,下面小编就主要介绍PC灯罩的产品优势;如下;透光性:PCled灯罩透光率峰值可达89%,可与玻璃相妣美。UV涂层板在太阳光下爆晒不会产生黄变,雾化,透光不佳,十年后透光流失仅为6%,PVC流失率则高达15%—20%,玻璃纤维为12%-20%。抗撞击:撞击强度是普通玻璃的250-300倍,同等厚度亚克力板的30倍,是钢化玻璃的2-20倍,用3kg锤以下两米坠下也无裂痕,有“不碎玻璃”和“响钢”的美称。防紫外线:PCled灯罩一面镀有抗紫外线涂层,另一面具有抗冷凝处理,集抗紫外线、隔热防滴露功能于一身。可阻挡紫外线穿过,及适合保护贵重艺术品及展品,使其不受紫外线破坏。适应性:PCled灯罩在-100℃时不发生冷脆,在135℃时不软化,在恶劣的环境中其力学,机械性能等均无明显变化。

根据经验,发黄大多是因为口模处出现糊料,其原因是口模流道不合理或流道内局部抛光不好,存在滞料区。而PVC型材出黄线大多是机筒内出现糊料,其原因主要是筛板(或过渡套)之间有死角,物料流动不畅。黄线在上呈纵向直线,则滞料是在口模出口处;若黄线不直,则主要是在过渡套。配方和原料不变时也出现黄线,则应主要从机械结构上找原因,找到发生分解的起始点并加以排除。如从机械结构上找不到原因,则应考虑是配方或工艺方面存在问题。避免降解的措施有以下几个方面:严格控制原材料的技术指标,要使用合格的原料;制定合理的成型工艺条件,在该条件下PVC物料不易降解;成型设备和模具应结构良好,要消除设备与物料接触面可能存在的死角或缝隙;流道应为流线型,长短适宜;应改善加热装置,提高温度显示装置的灵敏度及冷却系统的效率。
挤出磨砂灯罩的磨砂效果齐全:按灯罩的透光效果鑫辰科技的磨砂材料可以分为透明磨砂、高透磨砂、扩散磨砂及乳白磨砂;按照砂面的效果可分为亚克力细磨砂、中磨砂和粗磨砂,砂面非常均匀;挤出磨砂灯罩的挤出生产工艺齐全:可以根据客人产品结构的难易程度和砂面效果要求,可以实现水冷真空定型、风冷定型、油冷定型及双层挤出等挤出加工工艺。其中水冷真空定型的生产效率高;风冷定型挤出尺寸效果好;油冷定型挤出加工的砂面最细腻、更有质感;而双层挤出的砂面效果最细腻。

塑胶pvc导电条可注塑、挤出、模压、吹塑、热成型、印刷、粘接、涂覆和机加工,最重要的加工方法是注塑。成型之前必须预干燥,水分含量应低于0.02%,微量水份在高温下加工会使制品产生白浊色泽,银丝和气泡,PC在室温下具有相当大的强迫高弹形变能力。冲击韧性高,因此可进行冷压,冷拉,冷辊压等冷成型加工。挤出用PC分子量应大于3万,要采用渐变压缩型螺杆,长径比1:18~24,压缩比1:2.5,可采用挤出吹塑,注-吹、注-拉-吹法成型高质量,高透明瓶子。PC合金种类繁多,改进PC熔体粘度大(加工性)和制品易应力开裂等缺陷, PC与不同塑胶pvc导电条形成合金或共混物,提高材料性能。具体有PC/ABS合金,PC/ASA合金、 PC/PBT合金、PC/PET合金、PC/PET/弹性体共混物、PC/MBS共混物、PC/PTFE合金、PC/PA合金等,利有两种材料性能优点,并降低成本,如PC/ABS合金中,PC主要贡献高耐热性,较好的韧性和冲击强度,高强度、阻燃性, ABS则能改进可成型性,表观质量,降低密度。


