
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
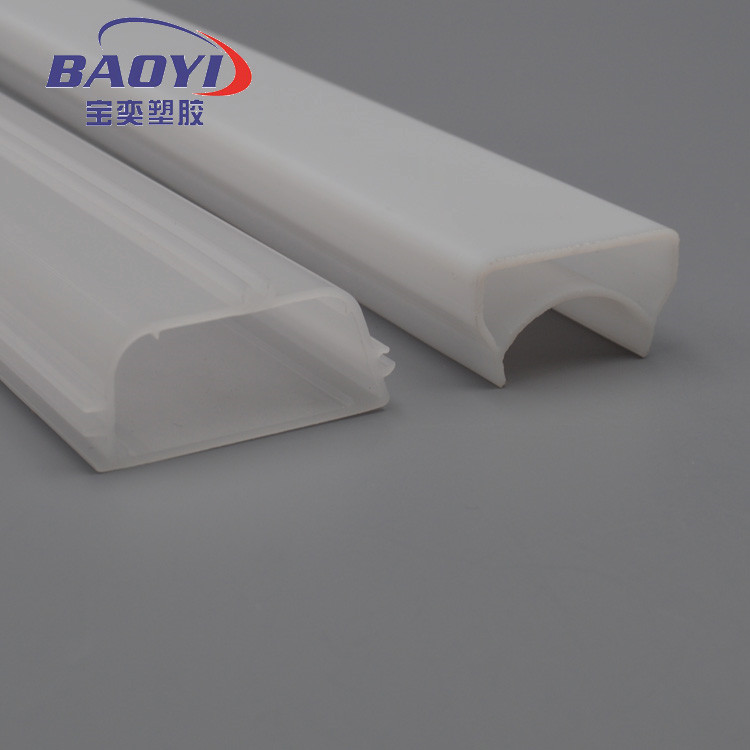
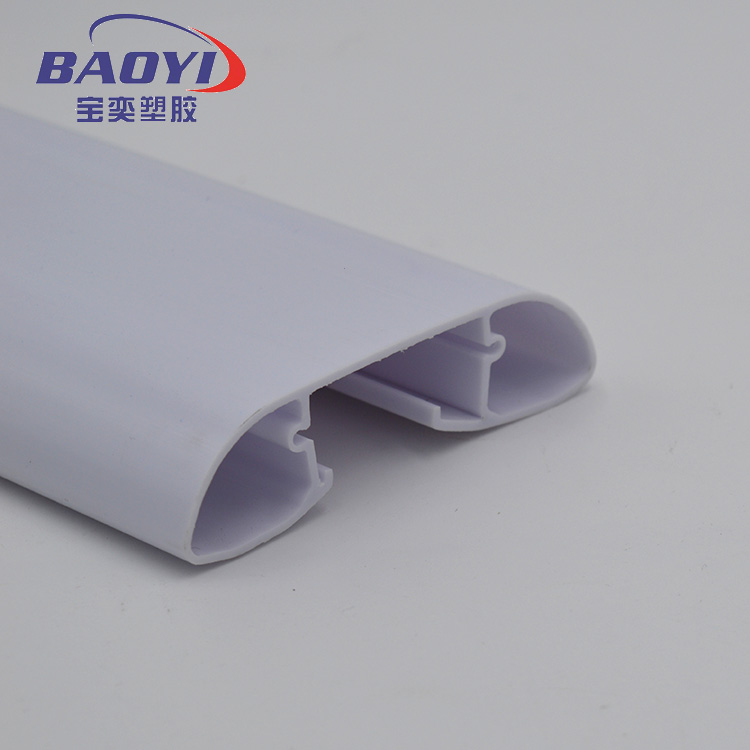
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号

今天小编来给大家详细的介绍一下的制作流程步骤,如下;首先,电脑模具设计:拿到客户订单后,根据其要求,先通过电脑绘图等将模具图设计出来。在后期,我们将以此模具图来生产,并用该模具来制作吹塑泡壳产品。第二,模具的打样:在客户确认好产品模具样图后,生产部门就会根据此样图来进行模具生产,我们可根据产品制作的复杂程度来选择合适的模具材料。第三,模具的生产:在样品被客户确认后,我们就开始根据订单量来制作模具数量。在模具制作过程中,我们需特别注意各项因素的把控,确保整个模具厚度分布的均匀完整。第四,吹塑泡壳的成型:在完成模具生产后,我们可结合专用的生产设备,来进行吹塑泡壳产品的成型制作。在生产环节,需特别注意温度、力度、材料等的把控,防止出现产品成型后形状不对或厚度不对等情况。第五,分检包装:对于已经制作完成的吹塑泡壳产品,还需经过最后的检验环节。在这个环节,主要是对产品的质量进行把关。检查内容主要包括:产品成型效果、泡壳拉线情况、是否有气泡、是否有划痕、表面是否光滑等。只有检测合格的产品,才会正式投入包装使用。
环保作为新时代的修建节能资料,环保pvc异型材以其固有的优势越来越遭到人们的青睐,为环保的推广和遍及供给了有利的条件。但人们对环保pvc异型材提出了更高的要求,不仅仅局限于环保pvc异型材使用性能方面。而且随着人们对生活的个性化和五颜六色化寻求,对环保pvc异型材传统的单一性提出异议,单一化使环保pvc异型材在使用中很难到达与内外墙装饰装修的和谐一致。为此,五颜六色环保pvc异型材应运而生,不光美化了修建,也给予设计师们更大的想象空间,赋予室内装璜更有特性的配色背景,为住宅们创造了温馨的环境。
弯曲变形是挤出过程中常见的问题,其原因有:口模出料不均匀;冷却定型时,物料冷却不充分,後收缩量不一致;设备与其他因素。挤出机全线的同心度和水平度是解决PVC型材弯曲变形的前提条件,因此,每当更换模具时都应对挤出机、口模、定型模、水箱等的同心度和水平度进行校正。其中,保证口模出料均匀是解决弯曲的关键,开机前应认真装配口模,各部位间隙要一致,若开机时发现口模出料不均,应依据型坯弯曲变形方向,对应调整口模温度,如调整无效,则应适当提高物料的塑化度。进行辅助调整调节定型模的真空度和冷却系统是解决PVC型材变形的必要手段,应加大型材承受拉伸应力一侧的冷却水量;采用机械偏移中心的方法调整,即一边生产,一边调整定型模中间的定位螺栓,依据型材弯曲方向进行反向微量调整(采用该法时应慎重,且调整量不宜过大)。注重模具的保养是很好的预防措施,应密切关注模具的工作质量,根据实际情况随时对模具进行维护和保养。
根据经验,发黄大多是因为口模处出现糊料,其原因是口模流道不合理或流道内局部抛光不好,存在滞料区。而PVC型材出黄线大多是机筒内出现糊料,其原因主要是筛板(或过渡套)之间有死角,物料流动不畅。黄线在上呈纵向直线,则滞料是在口模出口处;若黄线不直,则主要是在过渡套。配方和原料不变时也出现黄线,则应主要从机械结构上找原因,找到发生分解的起始点并加以排除。如从机械结构上找不到原因,则应考虑是配方或工艺方面存在问题。避免降解的措施有以下几个方面:严格控制原材料的技术指标,要使用合格的原料;制定合理的成型工艺条件,在该条件下PVC物料不易降解;成型设备和模具应结构良好,要消除设备与物料接触面可能存在的死角或缝隙;流道应为流线型,长短适宜;应改善加热装置,提高温度显示装置的灵敏度及冷却系统的效率。
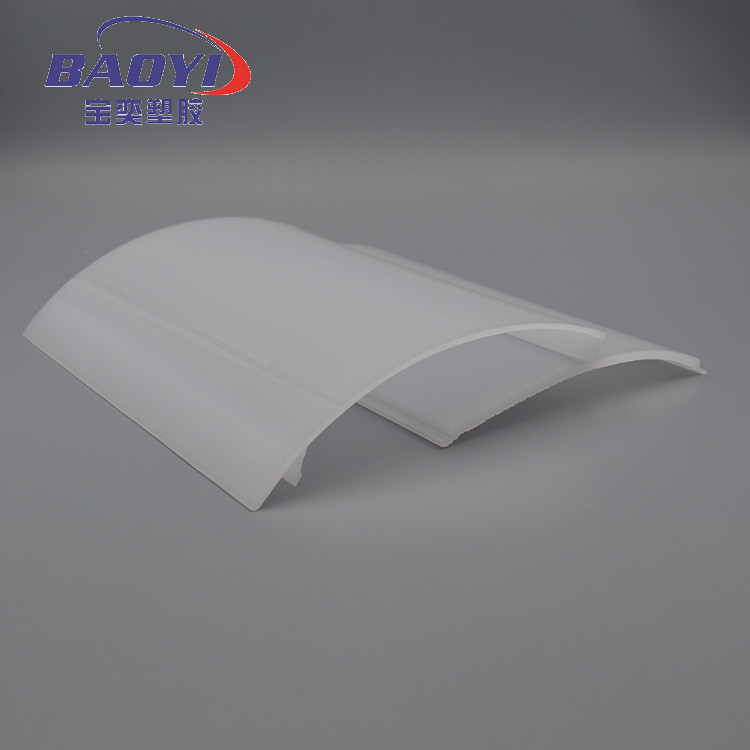
优质ABS封边条是一种被广泛应用的灯饰配件产品,它有很多良好的材料特性,下面小编就给大家详细的介绍一下PC灯罩的产品特性和产品性能!PC灯罩现在一般用到LED日光灯配件外壳上面及往常日子中,咱们能直接触摸或感知到的塑料,多数是常规的通用PC灯罩塑料,那么这种材质具有哪些特色呢?pc灯罩其实便是我们所说的工程塑料中的一种,作为被国际范围内广泛运用的资料,PC有着其自身的特性和优缺点。首先,优质ABS封边条是一种综合功能优良的非晶型热 塑性树脂,具有优异的电绝缘性、延伸性、尺寸稳定性及耐化学腐蚀性,较高的强度、耐热性和耐寒性。还具有自熄、阻燃、无毒、可上色等长处。在你生活的各个旮旯都能见到PC塑料的影子。别的大规模工业生产及简单加工的特性也使其价格极端低价。它的强度可以满足从手机到防弹玻璃的各种需要。缺点是和金属比较硬度不足,这导致它的外观较简单刮花,但其强度和韧性很好,无论是重压仍是一般的摔打,它都有足够长命.


