
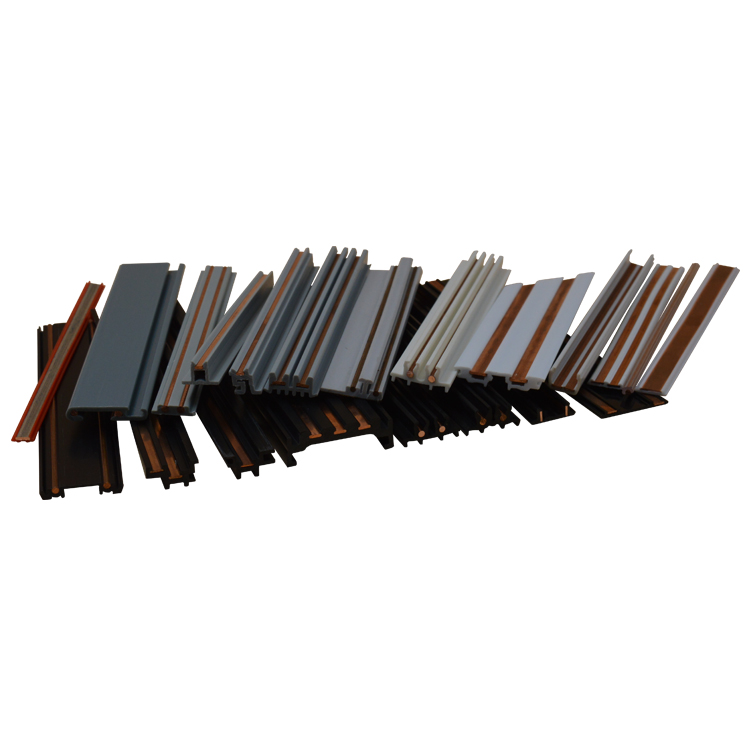
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
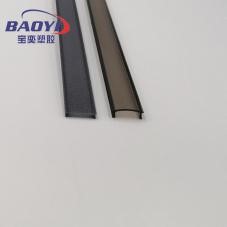
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
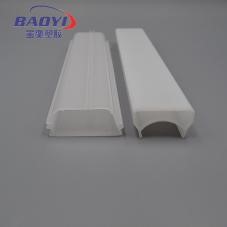
首先,挤出磨砂灯罩的磨砂效果齐全:按灯罩的透光效果鑫辰科技的磨砂材料可以分为透明磨砂、高透磨砂、扩散磨砂及乳白磨砂;按照砂面的效果可分为亚克力细磨砂、中磨砂和粗磨砂,砂面非常均匀;第二,挤出磨砂灯罩的挤出生产工艺齐全:可以根据客人产品结构的难易程度和砂面效果要求,可以实现水冷真空定型、风冷定型、油冷定型及双层挤出等挤出加工工艺。其中水冷真空定型的生产效率高;风冷定型挤出尺寸效果好;油冷定型挤出加工的砂面最细腻、更有质感;而双层挤出的砂面效果最细腻。第三,磨砂灯罩的品质好:从砂面的质感、耐候和透光性能等参数。
常见的3种颜色;乳白色:乳白PC异型材又有客户叫扩散灯罩,其优点:具有高透光、高扩散、无眩光、无光影;透明色:光源隐蔽性极佳(有效调整扩散率和透光率,在看不到灯珠的前提下透光率达到峰值);透光率达到94%以上。双色:异型的全塑管,可以做成双色的,其效果就是能减少暗区,一般是底部白色,发光面部份扩散或是透明。作为灯罩产品的特点优势;具有高透光、高扩散、无眩光、无光影;光源隐蔽性极佳(有效调整扩散率和透光率,在看不到灯珠的前提下透光率达到峰值);透光率达到94%;具有高阻燃性;具有高抗冲击强度;适合于LED灯泡的使用;实现将点光源发光转成球面发光。
根据经验,发黄大多是因为口模处出现糊料,其原因是口模流道不合理或流道内局部抛光不好,存在滞料区。而PVC型材出黄线大多是机筒内出现糊料,其原因主要是筛板(或过渡套)之间有死角,物料流动不畅。黄线在上呈纵向直线,则滞料是在口模出口处;若黄线不直,则主要是在过渡套。配方和原料不变时也出现黄线,则应主要从机械结构上找原因,找到发生分解的起始点并加以排除。如从机械结构上找不到原因,则应考虑是配方或工艺方面存在问题。避免降解的措施有以下几个方面:严格控制原材料的技术指标,要使用合格的原料;制定合理的成型工艺条件,在该条件下PVC物料不易降解;成型设备和模具应结构良好,要消除设备与物料接触面可能存在的死角或缝隙;流道应为流线型,长短适宜;应改善加热装置,提高温度显示装置的灵敏度及冷却系统的效率。
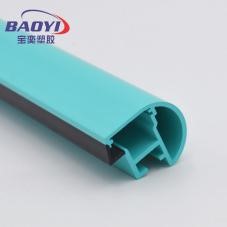
经过长时间的观察对比,得到塑胶pvc轨道条颗粒的最大密度和最大程度的凝胶化,热混温度应控制在115℃左右,混料时间每次在8-10min,加料量为混料机容积的60%左右,这样的效果是较理想的。冬季时,可将混料机转速调高一些;夏季时,宜将混料机转速调低一些。通过这样的调整,可保证工作效率,控制好混料时间。要得到满意的PVC物料塑化质量,螺杆、机筒的加工精度及装配精度也是很重要的因素。高的装配精度配合优化的挤出工艺,才能较好地保证塑胶pvc轨道条质量。因此,要定期检测螺杆、机筒的轴向间隙和径向间隙,不符合规定时要及时调整。
在行业,基本是别的一所厂家也都是期望能生产出高质量的产品,一个产品是不是具备高质量,也是有厂家的多样刺激的,首先是厂家有多少的市场影响力。怎么样的产品有品质?昀成感觉,之所以能品牌厂家具有更好的品质保证,不仅要其生产力很好之外,再有是这些人也到了市场上面的认同,在高品质高费用之下,能让用户认同。相对,如果是一些小规模厂家在市场默默无闻,尽管这些人生产出高质量的产品,也不存在良好的售出量。如今的加工厂重要的也在于模式,只有模式,才存在高质量的ABS异型材,如果是一个厂家未好生产模式,自然就会让产品的品质有很大的刺激,所以在用户运用这类产品的期间,就需要对这个有所懂得。需要懂得的一些,在厂家有良好的生产模式的时候,也要看地这些人有多少的得到水平,目前还有一些厂家尽管模式也偏高,为管理上的不周到,也不能够把厂家的生产模式持续。


