
15年专注塑胶异型材开模定制
PC/PVC/ABS/PP/PE/PMMA/PA塑胶挤出
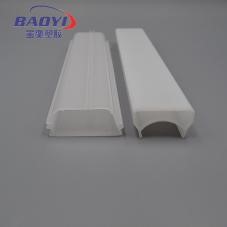
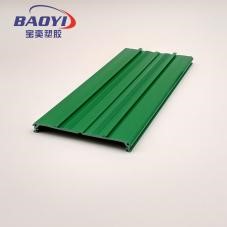
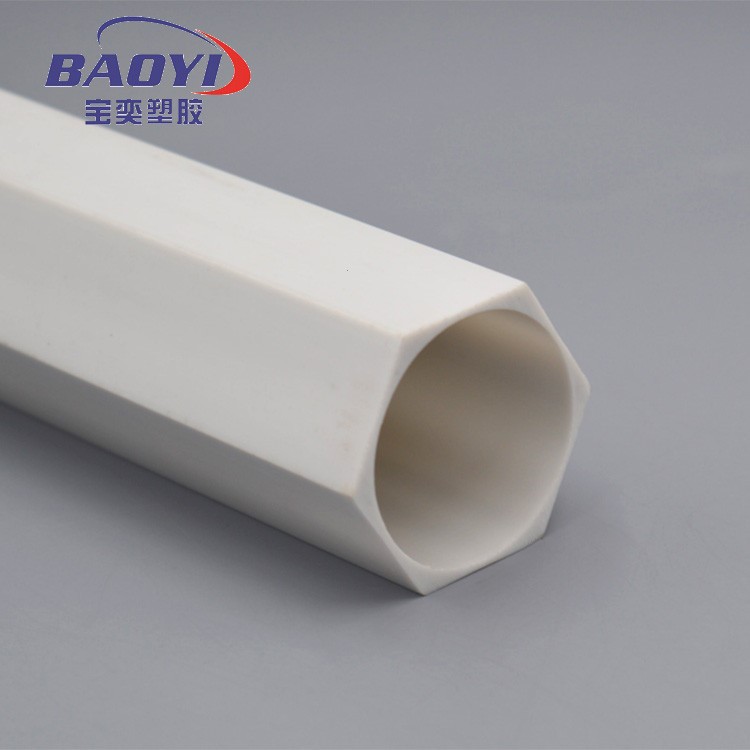
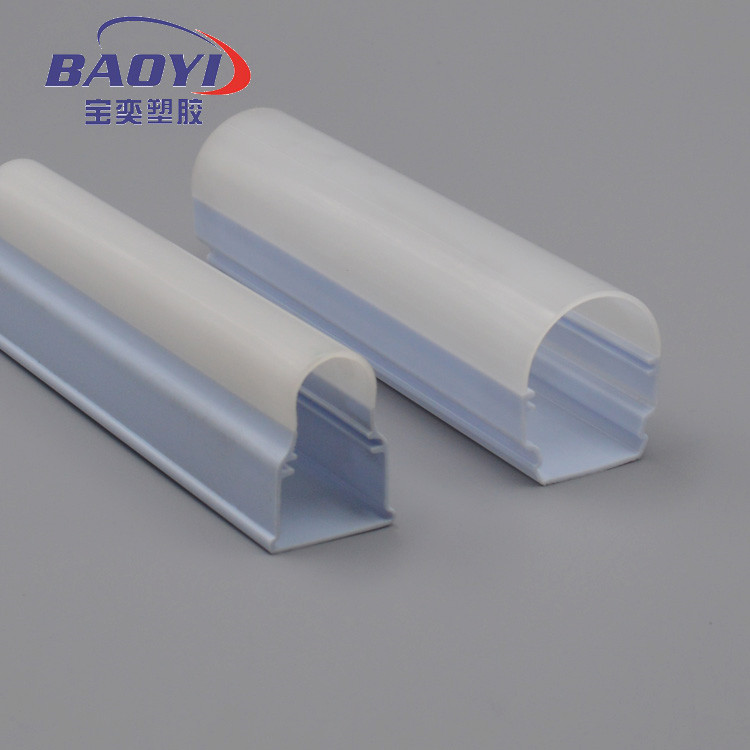
主营:铜塑共挤轨道条,灯罩,型材,异型材
服务热线:
13669818540
13431480540
服务热线:
13669818540
13431480540

联系人:吴奕妮
手 机:13669818540
手 机:13431480540
邮 箱:Janicewu@by3d.cn
网 址:www.baoyisj.com
地 址:广东省东莞市寮步镇石龙坑金园新路37号
经过长时间的观察对比,得到宝奕ABS轨道条颗粒的最大密度和最大程度的凝胶化,热混温度应控制在115℃左右,混料时间每次在8-10min,加料量为混料机容积的60%左右,这样的效果是较理想的。冬季时,可将混料机转速调高一些;夏季时,宜将混料机转速调低一些。通过这样的调整,可保证工作效率,控制好混料时间。要得到满意的PVC物料塑化质量,螺杆、机筒的加工精度及装配精度也是很重要的因素。高的装配精度配合优化的挤出工艺,才能较好地保证宝奕ABS轨道条质量。因此,要定期检测螺杆、机筒的轴向间隙和径向间隙,不符合规定时要及时调整。
故制造灯罩比较好就是PC和PMMA,而PMMA最突出的优点是:它的光学性能;它透明,与其它透明材料不同的是,它能透过其它透明材料不能透过的光线;它能耐室外老化,爆晒而不影响它的透明度,而其它透明塑料则不具备;但同时PMMA也有缺点,就是表面硬度低,不耐划伤。随着科技发展,通过使用进口亚克力颗粒,制作出的亚克力物品硬度上有所改善。而且是无毒环保的材料,可用于生产餐具、卫生洁具等,具有良好的化学稳定性、和耐候性。PMMA在破碎时不易产生尖锐的碎片,美国、日本等国家和地区已在法律中作出强制性规定,中小学及幼儿园建筑必须采用亚克力(PMMA)树脂。目前,全国各地加快了城市建设步伐,街头标志、广告灯箱和电话亭等大量出现,其中所用材料中有相当一部分是PMMA。令我们值得一提就是北京奥运工程的户外彩色建材也是大量使用了绿色环保的PMMA,所以的灯罩拥有很多好处。
伴着行业发展愈来愈快,在挑选时,主要由于挑选一家专业的厂家,那专业的是怎么样的,知道看底下几方面,希望对你有帮助。PVC挤出型材厂家的能力特别重要,有能力的话,那么厂家也不少,其能有各式挑选。此外有能力的厂家能够作出有力的售后服务,与给出可靠的介绍,PVC挤出型材的质量有保障,这都是小厂家不可对比的优势。不说是PVC挤出型材行业,即便是别的行业,也需要搞好,那都需要尤其花心思,首先需要把评价搞好。通常说一家评价更好的PVC挤出型材厂家,那么产品质量这不存在差到哪去,相反倘若好多人都以为质量或售后不好,那对方的评价不太好,以至互联网一找就会清楚好多人骂。要是互联网上看不出一家PVC挤出型材厂家的评价,那你还能够看对方合作过哪些客户,倘若合作过非常多顾客,那在质量上面基础没有多少难题,不存在产生敷衍了事的情况
在现实生活中有很多场景,都有会LED射灯,例如酒店、展厅、会所、酒吧、餐厅等都可以看到,而其中重要的灯具配件就是轨道条,本司专业生产各种射灯灯具PVC轨道条、ABS导轨条等,下面小编对LEC射灯四线轨道条的应用进行简单说明;四线导轨其实含五根线:三根火线,一根零线,一根地线,三根火线分别组成一个回路,可三个开关分别控制一个回路,配合导轨灯头上的4个档位,所以可以达到一根导轨上装三个灯,根据需要,按不同的开关,不同的灯亮。有轨道射灯的地方就需要轨道条。广泛用于商场(服装店、家具店等品牌专卖店)、汽车展示、珠宝首饰、星级酒店、品牌服装、高档会所、博文物展馆、连锁商场、品牌营业厅、专业橱窗、柜台等重点照明场所,是射灯重要配件。我公司集研发生产,加工,销售一体的。公司专注生产:,pvc型材,pc灯罩,轨道条配件,轨道灯导轨条,耗型材, LED灯具配件,筒灯配件等灯饰挤压配件,我公司有多年专业经验,服务过数十家知名企业,欢迎来电咨询。
东莞宝奕塑胶制品有限公司成立于2009年,是集研发,生产,加工,销售于一体的专业塑料挤出型材厂家。我们专注于各种塑料挤出型材产品及模具的开发和生产。目前主要的产品有:Led铜塑一体轨道条、、PA、、PE、TPE、TPR、TPU等塑料挤出型材。例如: PBC线形Redi - Rail (PC / PVC / ABS和铜共挤)、橱柜灯灯罩、商业照明长条灯罩、建筑型材、行李箱边条、塑料标签支架等,我们苦心经营,从最初的一条生产挤出设备、厂房面积200余平方米,发展到现在20条精良生产设备、厂房面积5000余平方米 、员工人数近50名. 这10年来,我们一直致力于产品技术革新,设备更新优化,员工专业技术培训,在挤塑行业中有较高的知名度和美誉度,得到广大客户及同行的认可和好评。
弯曲变形是挤出过程中常见的问题,其原因有:口模出料不均匀;冷却定型时,物料冷却不充分,後收缩量不一致;设备与其他因素。挤出机全线的同心度和水平度是解决PVC型材弯曲变形的前提条件,因此,每当更换模具时都应对挤出机、口模、定型模、水箱等的同心度和水平度进行校正。其中,保证口模出料均匀是解决弯曲的关键,开机前应认真装配口模,各部位间隙要一致,若开机时发现口模出料不均,应依据型坯弯曲变形方向,对应调整口模温度,如调整无效,则应适当提高物料的塑化度。进行辅助调整调节定型模的真空度和冷却系统是解决PVC型材变形的必要手段,应加大型材承受拉伸应力一侧的冷却水量;采用机械偏移中心的方法调整,即一边生产,一边调整定型模中间的定位螺栓,依据型材弯曲方向进行反向微量调整(采用该法时应慎重,且调整量不宜过大)。注重模具的保养是很好的预防措施,应密切关注模具的工作质量,根据实际情况随时对模具进行维护和保养。


